

杭州富阳宏泰精密铸件有限公司公司主要的产品有:压铸、铝压铸、铝材压铸、监控压铸、灯具压铸、汽配压铸等公司始终坚持“品质,服务,敬业,感恩”的理念。吸收新创意,严把质量关口,*的服务跟踪,坚持做出高品质产品。
压铸工艺条件之理论和实践的差异。
也许很多压铸工作者发现,即便在压铸模具制作完成前已经做过多次压铸模拟,而且已通过模拟结果对比得出了比较满意的模具方案,但在实际的生产过程中还是会出现这样那样的问题。
究其原因,作者认为还是理论与实践结合不足的问题。
在高压压铸中,特定的压铸件具有特定的几何形状,基于高压压铸经典理论,将这些几何形状参数代入高压压铸工艺相关的数学模型,可以很快计算出如冲头临界速度、内浇口速度、冲头速度等关键参数。而现在行业内的压铸模拟软件的前处理模块主要功能就是将这些关键参数作为边界条件代入软件内置的求解器中,通过高性能计算机进行数值计算,完成压铸成型过程的仿真模拟。
通常,我们对已知铸件进行多轮模流分析对比后,若得出了满意的压铸模具方案和压铸工艺方案,便开始导入实际压铸生产。然而,在实际生产中,由于成员之间的配合密切度,或设备性能稳定性水平等原因,有可能导致原本应当按照模拟软件前处理模块中的数据准备的条件,在实际操作过程中发生了变化,结果导致得出了不理想的结果。
停机后检查发现压铸机蓄能器蓄能压力偏小,便给蓄能器加注适量的氮气,同时发现压射过程中冲头阻力持续增大(通常大于100bar为异常),便及时更换了冲头。经过调试更换,较终压射工艺曲线趋于正常(图5):实测速度(3.8-4.12)m/s已经接近设定速度3.9m/s,增压曲线也趋于正常水平。以上操作的较终目的是让实测冲头速度趋于设定冲头速度。
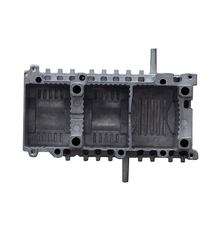
调整完设备后,再调试生产的铸件质量逐渐达标并趋于稳定。图6是再调试生产的铸件剖面实物图,如图所示,铸件内部的质量已经大幅改善。
除上述原因以外,实测压射速度值低于设定值也可能是由于:
①压室内表面和冲头表面之间存在摩擦阻力;
②压铸机压射油缸中的液压油粘度会随温度变化,造成压射杆推动冲头的速度不稳定。
由此可以看出,实际的压铸过程是复杂多变的,模拟用的参数是相对理想固定的,我们应尽可能地以模拟结果为导向,在压铸过程中不断的调整设备参数,以便使实际参数充分接近理想工艺参数。
实际压铸过程环境因素的复杂多变,模拟过程无法逐一考虑。
例如压铸机合模前在压铸模具中喷涂的脱模剂,尤其是水基脱模剂,往往会在模具合拢后产生大量的气体,使模腔内的实际情况变得比模拟分析参数设置更加复杂,也会导致实际的生产结果与模拟结果相差较大。
再例如,在模流分析中设定的初始模具温度可能与实际测量的模具温度不一样。压铸生产的循环中,模具型腔表面的温度波动很大,当熔融的金属流过模腔时,模腔表面的温度从设定的初始温度迅速跃升到峰值温度。模拟设定的温度通常定义为接近压铸稳定生产时的模具温度。这种温度差异同样会导致模拟与实际有较大差异。模腔表面温度随时间不断变化,在实践中很难得到准确的测量结果。作为一般的指导原则,在模拟软件中设定的模具温度应该比人们可能期望的表面温度高出一定的数值,因为要考虑到金属液倒入压室前模具温度的热损失。
模拟软件实际操作模式的选择。
以压铸模拟形式来说,目前的压铸模拟软件可以提供多种形式的模拟,如:浇口充填模式,多浇口充填模式,带料管充填模式等,同一个铸件用不同的模式模拟的结果也会不同。
在实际工作中,为了节省开发时间,通常会先进行多浇口充填模拟,根据结果适当调整,再进行浇口充填模拟,较终有了比较清晰的思路后,再次用料管充填方式进行模拟,这样得出的结果准确性更高。











{kind=link}